Titanium: Milling, drilling and tapping
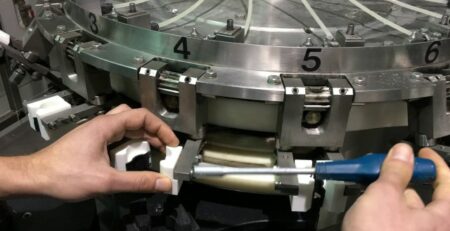
This month we were approached by Eagleisystems Ltd of Dundee to assist in the design and prototyping of brackets that would go into a bespoke fixed wing Unmanned Aerial System (UAS). More info on the UAS can also be found at: www.raptoruas.com/
In order to achieve minimum footprint and optimise the strength weight ratio, the designers at Eagleisystems requested that the brackets be made from titanium alloy.
Titanium needs little introduction since it is used in nearly every high end application or industry. Examples of course are the medical implants through to acidic environment machinery.
The one thing most machinist know but design engineers sources necessarily, is that it is a interesting material to work with. From its self igniting dusts to the propensity to gall to other metals and even to the fact that it springs back.
We have had the opportunity to experience these challenges first hand and would like to share some tips with you.
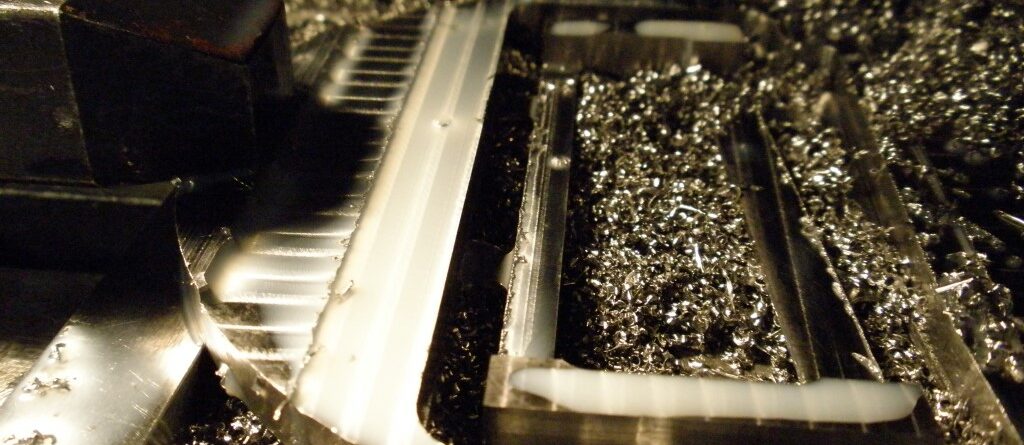
Milling:
Titanium is not usually a hard material. However it is very elastic, conducts heat worse than stainless steel and work hardens.
To manage each of these properties is fairly straightforward. Use sharp milling tools, keep the material well clamped and calculate the correct speeds and feeds. As our shop makes small run batches, to maximise return on investment when it comes to cutting tools, we mostly use tungsten carbide endmills. These stay sharp for longer then HSS and allow for higher feeds and speeds too.
Calculation of the speeds comes from a number of sources. As calculators work slightly differently it is always best to doublecheck your work. Our favourites are:FS-Wizard a free online calculator and premium app for tablets etc and CNCCookbooks GWizard. Both worth whatever you pay for them.Climb milling is generally recommended if your machine is rigid enough.
Coolant is essential. If you do not have flood or suds then you are likely to burn those expensive endmills and maybe ruin the part. Enough flow to clear chips from pockets will make life easy for you and the cutting tools.
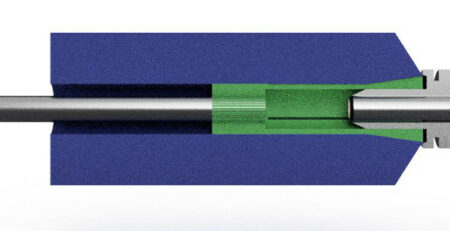
Drilling:
For our project we used high speed cobalt steel drill bits. The holes were around 40mm deep. This lead to some very interesting issues. Peck drilling is essential as the 3.3mm pilot holes would need clearing every 3mm or so and full retraction allowed coolant to be forced all the way to the bottom of the hole. A sharper drill point would have been preferable as alloy tended to push back so considerable downward force was needed to keep the chisel end cutting. We did have couple of mishaps breaking the bit in the hole. Where the part was held also influences how the drill bit performed. On a 6mm square boss, it is easy to squeeze it shut when the core is removed, closing the hole behind the cutting point.
Tapping:
By far the trickiest part of the whole build was tapping. We used plain straight flute taps, spiral point as well as spiral flute. All there is to say here is that purchasing good quality taps specifically designed for titanium alloys is money well spent. For the 8 holes in total we used a total of 5 taps. Some dulled but some also broke, an experience not wished on anybody.
Side note:
The most efficient way to remove broken steel from titanium is spark eroding. As this is not always available at short notice we researched other methods too. Since titanium has a tendency to grip the cutting tools, it is not easy to just use a punch to tap broken bits out. So the alternatives we tried were immersing the steel in ferric chloride or nitric acid but finally had better success by building the bits back up using TIG welding and stainless steel wire.
The chemical methods are slow but do not damage nor discolour the titanium. Ferric chloride is used in pcb etching so easy to find but nitric acid is far too dangerous to be recommended here.
The TIG welding method was by far the quickest but the risk of damaging the part is also high. Pick your methods wisely.