After looking around for a the hottest 3D printer to try, we have finally settled on a brand that will give the top players a run for their money. So we would like to tease you all with the new kid on the block:
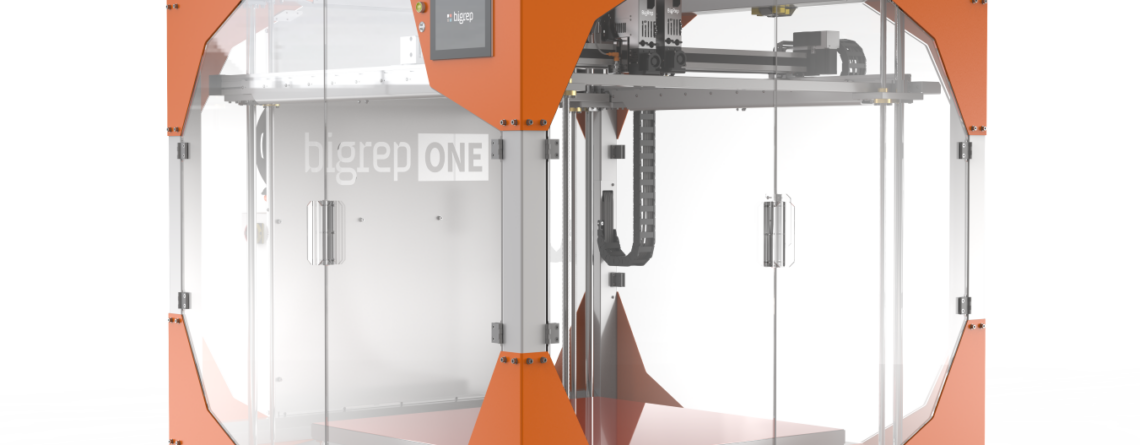
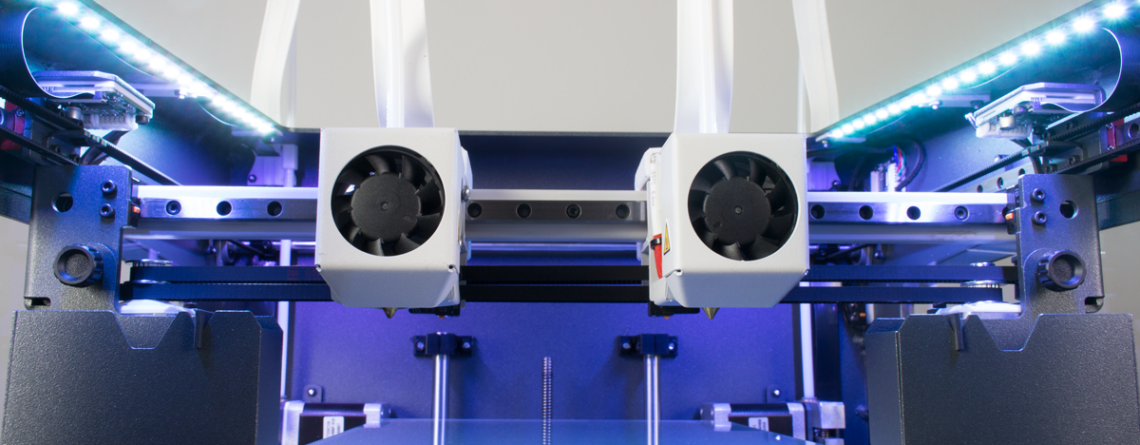
BCN3D's Sigma
Pretty sleek. Serious engineering going on and a CE mark to boot.
Where can you start?
- Enclosed design with 210x297x210mm build volume
- Dual heads independent that park when not in use
- Profile linear rail, not round bar, on the axes!!!!!!!!!
- TOUCH SCREEN!!!
Now to blow even the most sceptical away, check out the calibration procedure:
Interested? Keep watching this space